Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinParadox of Developing Test Gear: An Electronics Chicken-or-the-Egg Problem
The paradox of test equipment design is that it must be more advanced than the devices it tests. We spoke with Tektronix in person to gain insights on this unique technical challenge.
Every generation of electronics pushes data rates higher, timing margins thinner, and wireless signals further into the noise floor. Draft standards for PCIe Gen 7, next-generation USB, and advanced RF systems already exist, but no silicon yet implements them.
Still, engineers can’t design those devices until oscilloscopes and analyzers are capable of measuring them. Test equipment, therefore, operates in a paradox: it must be more advanced than the cutting-edge devices it is meant to test.

All About Circuit contributor Jake Hertz (left) and Tektronix’s Jeff Schuh (right) inspect a test station on the Tektronix manufacturing floor.
That creates a second paradox. If the scope itself is the most sophisticated instrument in the lab, how can you validate it? All About Circuits went to Tektronix headquarters in Beaverton, Oregon, to meet with Manufacturing Manager Jeff Schuh, tour their manufacturing facility, and learn how the company is navigating this “chicken-or-the-egg” problem firsthand.
Ahead of the Standards
When developing a new high-performance scope, Tektronix engineers often start with little more than draft specifications.
For example, standards bodies for PCIe and USB publish proposals that tighten jitter limits and shrink noise margins, long before a single compliant device exists. Wireless protocols add their own demands with lower error vector magnitude (EVM) requirements that force scopes to capture subtle degradations in constellation diagrams.
In parallel, research labs push for instruments capable of recording transient, one-shot events at bandwidths that stretch well beyond the proven state of the art. The result is that engineers must design a scope to measure signals that, at the time of its design, are still theoretical.
Jake Hertz (left) and Jeff Schuh (right) walking through test results on the Tektronix manufacturing floor.
“Customers can’t measure their products if our noise floor is higher than theirs,” Schuh explained. “So the scope has to be quieter, faster, and cleaner than what’s coming down the line before it even ships.”
This inversion necessarily makes test equipment the first adopter of every new technology. The challenge for Tektronix, then, is to build in margin against standards that aren’t yet proven, creating measurement capability that allows the rest of the industry to follow.
Testing the Tester
But that leaves Schuh’s team with the harder question: how do you validate a tool that, by definition, has no equal? As Schuh put it bluntly: “Our reputation is quality, reliability, and accuracy. But when you’re the one writing the spec, how do you prove to yourself that you’ve hit it?”
The answer is a layered gauntlet of calibration and stress testing.
Each 7 Series DPO spends well in excess of a hundred hours in production testing, even before accounting for assembly. Schuh broke it down:
- Functional board tests feed known step signals into the acquisition boards. “The scope takes that edge, compares what it measured against what it should be, and then generates its own DSP filter,” Schuh said. “Without that, the raw hardware rolls off steadily with frequency. The DSP brings it back to flat.”
- Guard-banded calibration accounts for the imperfections of the test equipment itself. “Every Fluke calibrator, every power meter, has uncertainty. We build that into our limits. If we say it passes here, the customer will always be within spec.”
- Burn-in and thermal cycling push instruments through tens of hours of elevated temperature operation, plus rapid swings from low to high positive temperatures. “We want to flush out infant failures before a customer ever sees them.”
- Time-base alignment requires a multi-hour dwell to stabilize the crystal oscillator before final adjustment. Schuh called it “the only way to make sure femtosecond-level jitter holds in the field.”

Jeff Schuh and Jake Hertz at the manufacturing floor’s Instrument Test station.
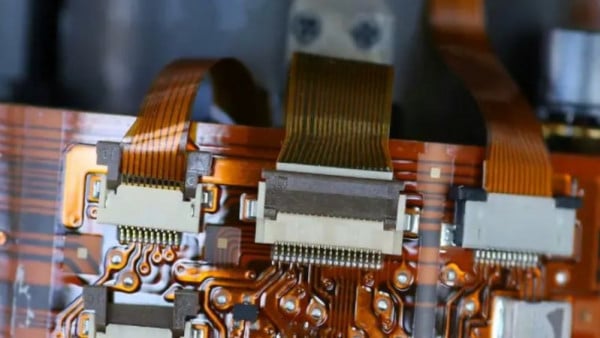
Failures are a reality of the process. In one early run, relays soldered to the Series 7 acquisition board introduced cavities that produced visible notches in frequency response. “We call those suck-outs,” Schuh said, pointing to a dip in a frequency sweep. “If you don’t get a good solder base under a relay, you’ve basically created a resonant cavity, and it kills the measurement. You’ll never see that unless you test for it here.”
On another occasion, a lot of attenuators from a supplier arrived out of spec. “They should all read dead-on 50 ohms. Suddenly, I was seeing 48, 52. That’s unacceptable because it changes the customer’s reflection. We traced it, pushed it back to the vendor, and had replacement parts within a week. But you only catch that if you’re characterizing every channel in detail.”
Building Trust from Uncertainty
In other words, Tektronix validates its validators. Power meters sit downstream of signal generators to prove what is actually hitting the scope. Precision step sources and VNAs provide independent anchors for frequency response. Results are cross-checked against models. Even after calibration, every published specification is written tighter than the limits the customer will ever see.
Schuh described it as manufacturing certainty where none exists.
“There’s no independent lab you can go to with a 25 GHz scope and ask them to tell you if it’s right. You have to create the confidence yourself, through redundancy and rigor. We make sure we test tighter than we sell.”

Tektronix’s Jeff Schuh explains a testing station on the manufacturing floor.
That redundancy explains why even tiny details, like plating materials, matter. Gold could not be used on connectors of the Series 7 because of ferromagnetic nickel underlayers. Silver plating had to be chosen instead, despite its handling challenges. “You wouldn’t think connector plating could shift your bandwidth,” Schuh said, “but at 25 GHz, it does.”
The Paradox that Powers Progress
The paradox never goes away. Test equipment must measure signals before they exist, and it must prove its own accuracy without external reference. Schuh admits it often feels like circular logic: “We’re the ones building the spec, and we’re the ones measuring against it. That’s a heavy responsibility.”
And yet this chicken-and-egg problem is precisely what makes instruments like the 7 Series DPO the starting point for every new generation of technology. Before the first chip validates PCIe Gen 7, a scope has already been validating itself. Only then can engineers trust the numbers on screen, and only then can technology move forward.
All images are original photos taken by All About Circuits.
Related Content