 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinControlling a Toaster Oven with a PICAXE - Part 1
A toaster oven can do more than just make toast; guided by a PICAXE microcontroller, it can make a sweet reflow soldering station.
Scope of the Project
The transition from through-hole components to surface mount devices (SMD) seems inexorable, and while the change is positive in many ways, it causes some grief for electronic hobbyists.

Soldering is especially troublesome; the components are more difficult to position on a PCB (printed circuit board) and tedious to solder by hand. Fortunately, there is a low-cost solution to the soldering dilemma: use a common toaster oven to "reflow" paste solder and thus form electrically and mechanically secure connections between the PCB and the components.
Reflow soldering is not as complex as it first appears. Essentially there are only four steps: first, apply solder paste to the PCB pads; second, place the components on the pads; third, heat the PCB and components to the required temperature for the solder paste to liquify and flow over the pads and the component connection points; and finally, allow the assembly to cool. Controlling the rate of heating and, to a lesser extent, the rate of cooling is the key to getting good solder joints and not damaging components. That process can be managed with a simple toaster oven and a microcontroller. This two-part article will provide a complete guide to creating and using such a system...and doing so at a relatively low cost.
The Real Objective
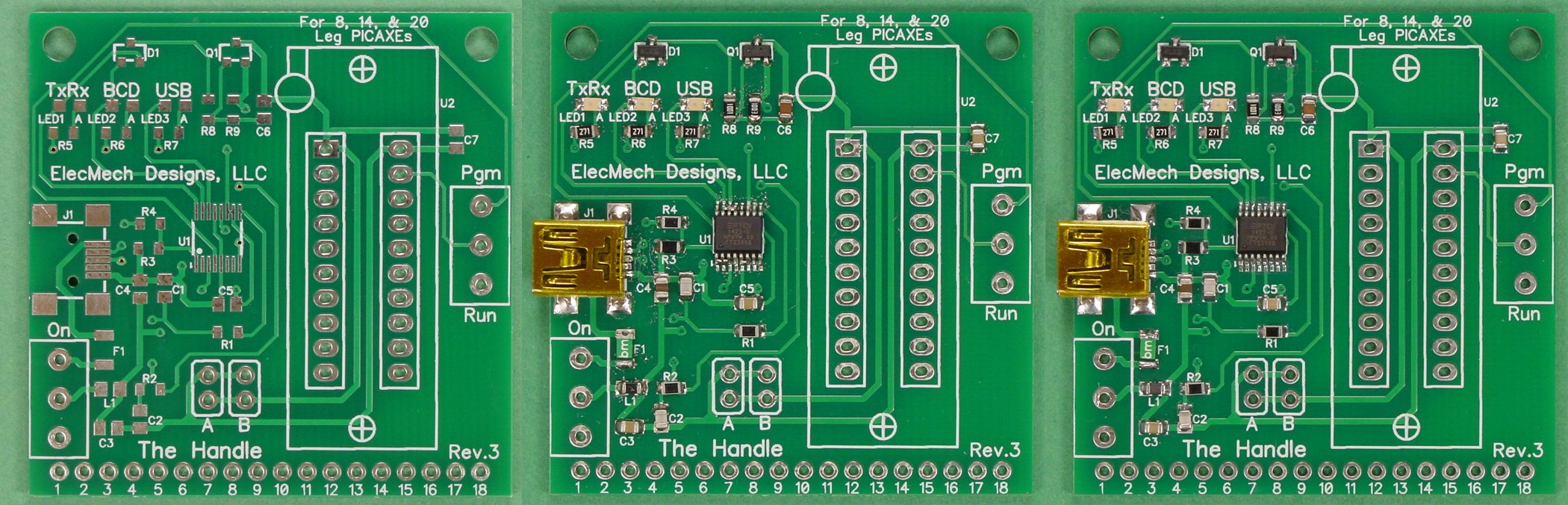
Of course a reflow solder system is just a tool, and like all tools, it's a means to an end. In this case, the end you are hoping for is a PCB with a well-soldered set of surface mount components. So before you read through this entire article, it seems only fair to show you the quality of output you can expect. The composite picture below shows (on the left) a bare PCB with all the surface mount pads visible, (in the center) the same PCB just out of the reflow oven used in this project, and (on the right) the same PCB after a quick cleanup with isopropyl alcohol and a bit of hand retouching. And yes, it worked perfectly on first power-up.
As you look at the differences, note that the solder paste was hand applied, which accounts for the solder specks scattered on the PCB; a stencil would have prevented all of that and most (if not all) of the solder bridges on J1 and U1. Click on the image for a closer look.
Assuming you like what you see, read on.
Reading the Temperature
Controlling the temperature is absolutely essential to reflow soldering, and reading temperatures accurately is a prerequisite to controlling them. A common way to read temperatures in heating devices is with a thermocouple. This article explains that process and provides instructions on using a thermocouple, a PICAXE microcontroller, and a MAX31855 integrated circuit. The hardware and software presented here is an extension of the design in that article. If you haven't read it, or don't remember it clearly, please read it before proceeding with this project.
Solder Reflow Profiles
Solder comes in several different formulations, each consisting of a different mix of metals. Two of the easiest to use are Sn63Pb37 (63% tin and 37% lead) and Sn62Pb36Ag02 (62% tin, 36% lead, and 2% silver.) Both have the same reflow profile and is the profile reflected in this article. An internet search for "reflow profile" images will produce so many graphs that it is mind-boggling, so no graph will be presented here. A bullet list will suffice to define the four stages of reflow soldering. (All temperatures are approximate, but should be +/- 5°C.)
- Pre-heating consists of bringing the PCB (including its surface mount components and the solder paste) from ambient (room) temperature to 150°C. The time for this stage is not critical so long as it is not less than about 90 seconds.
- Soaking consists of increasing the temperature from 150°C to 180°C. This stage should take from 60 to 120 seconds. (Note that some profile graphs show the soak phase as part of the pre-heat phase, but that simply adds unnecessary confusion; in this article, each of the four stages is considered as separate from the others.)
- Reflowing is the stage where the solder liquifies, and consists of increasing the temperature from 180°C to 215°C in about 30 seconds and decreasing it from 215°C back to 180°C in another 30 seconds.
- Cooling consists of allowing the temperature to decrease from 180°C back to ambient. The time for this stage is not critical so long as it is done gradually.
In a production environment, more precise temperatures and timing may be required, but the preceding will work well for most hobbyists. Different solders (especially lead-free) will require changes to the preceding information but, at the beginning consider using the solder and the timing suggested above. Once you gain some experience, you can make whatever changes you deem appropriate.
Choosing a Toaster Oven
Simpler is usually better when choosing a toaster oven for solder reflow use. Manual controls are preferred over electronic controls, and a small oven is preferred over a large one.

The oven used in this article, a Toastmaster TOV320, was purchased at a thrift store for US $7 and is shown above. It required only one very simple modification (more about that later), but a similar oven can be made to work. Here's what to look for.
- Two quartz heating elements—one upper and one lower
- A metal shield between each heating element and the cooking area
- 1200 watts (or slightly more)
- A "stay on" feature
- A "power on" indicator
- A glass front door
- A removable metal tray with a separate grill
The Rest of the Hardware
The schematic and the solderless breadboard assembly for the MAX31855 PICAXE-08M2 Thermocontroller are shown below. Note that the wire colors shown on the schematic diagram correspond with the wires on the solderless breadboard.


A comparison of this circuit to the circuit in the previous article reveals a few additions, all of which were added in order to switch the oven on and off as directed by the PICAXE-08M2. Notice that a new connection has been added to pinC.0, which is always used as the serial out pin for communication with the PC. Originally, this new connection was intended to directly actuate a solid state relay (SSR) by switching 3.3V on and off.
The FOTEK SSR-40 DA, shown in the photograph below, was marked to operate with an input from 3 to 32VDC; unfortunately, it would not operate on the 3.3V output from pinC.0 of the PICAXE. The datasheet specifies a minimum input of 4V.

As a result, it was necessary to add an additional switching stage to provide increased voltage for the SSR; R3, R4, and Q1 (a BS170 N-channel MOSFET) provide that function. As shown in the schematic, +V is continuously provided to the SSR and ground is switched by Q1 when its gate is brought high by pinC.0 of the PICAXE-08M2. R5 and LED1 are used provide a visual indication whenever Q1 is turned on.
Using pinC.0 to control Q1 as well as functioning as the serial out pin from the 08M2 causes only one minor issue. Whenever a program is being downloaded to the PICAXE, the output from pinC.0 will cause Q1 to be rapidly switched and LED1 to flicker. For that reason, the oven should be disconnected (unplugged) from the SSR when a program download is occurring.
Next Time
In part 2 of this project, operation of the SSR will be described, and details and safety concerns for its connection to mains voltage will be covered. The software for the PICAXE-08M2 will be presented and explained wherever necessary. "Tuning" the code to match the characteristics of your toaster oven will also be covered.
Next Article in Series: Controlling a Toaster Oven with a PICAXE - Part 2
Give this project a try for yourself! Get the BOM.
Related Content










This is great. Looking forward to the next installment…
yummy